产品分类
产品分类




相关商品
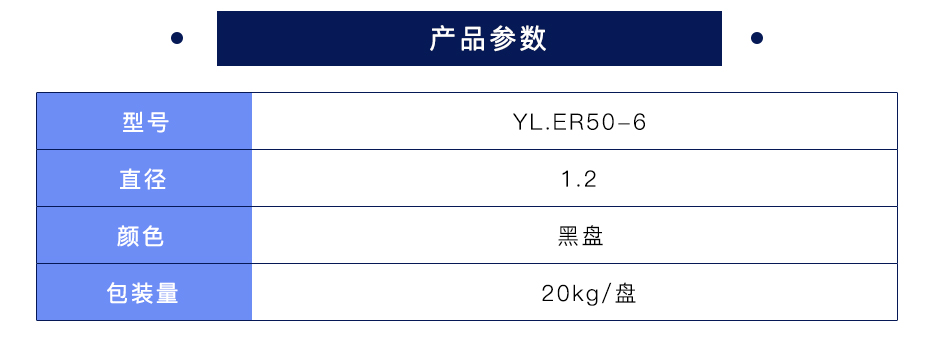
品牌:元立
型号:YL·ER50-6
直径(Φmm):1.2
类型: 实芯
材质: 碳钢
含重量:20kg

CO2焊丝采用先进的表面清洗与镀铜工艺,焊丝表面光滑平整,铜层均匀牢固,应用
新型复合防锈材料制成的防锈剂,致使防锈性能优良,采用精排绕线技术且具有优良
的焊接工艺性能,电弧稳定、飞溅小、挺度适中、运丝顺畅、焊缝平整美观,送丝顺,
工效高优点,适用于自动半自动的全方位焊接产品主要应用于低碳钢合金钢,广泛用
于车辆,桥梁工程,工程机械,钢结构件,船舶制造,集装箱等行业。用于焊接500pa
低碳钢及低合金钢结构,还有高强钢结构,抗大电流能力强,抗铁锈能力强,气孔敏
感性小。

采用右向焊法时,熔池可见度及气体保护效果都比较好,但焊接时不便观察接缝的间
隙,容易焊偏,而且由于焊丝直指熔池,电弧对熔池有冲刷作用,如果操作不当,可
使焊波高度过大,影响焊缝成形。
采用左向焊法时,喷嘴不会挡住焊工视线,能够清楚地看到接缝,故不容易焊偏,并
且能够得到较大的熔宽,焊缝成形平整美观,因此一般都采用左向焊法。同时,焊工
必须正确控制焊枪与焊件间的倾角和喷嘴高度,使焊枪和焊件保持合适的相对位置。

(1)电源、气瓶、送丝机、焊枪等连接方式参阅说明书。
(2)选择正确的持枪姿势:
a 身体与焊枪处于自然状态,手腕能灵活带动焊枪平移或转动。
b 焊接过程中软管电缆最小曲率半径应大于300m/m焊接时可任意拖动焊枪。
c 焊接过程中能维持焊枪倾角不变还能清楚方便观察熔池。
d 保持焊枪匀速向前移动,可根据电流大小、熔池的形状、工件熔和情况调整焊枪前
移速度,力争匀速前进。